




- 企業新聞
- 機制木炭機生產木炭的哪個環節重要 如何對木炭
- 機制木炭機能為人們帶來什么好處 木炭機生產的
- 木炭機設備為何發展速度快?木炭機操作要注意
- 木炭機是環保設備嗎 木炭機未來發展上怎么開拓
- 木炭機配置有哪些 木炭機估算成本是多少
- 新型木炭機的原料來源有哪些 木炭機原料有無好
- 影響機制木炭機質量的原因是什么 怎么保證木炭
- 投資機制木炭機要考慮哪些 木炭機投資生產的問
- 機制木炭機的主要特點是什么 木炭機生產的木炭
- 木炭機生產木炭不合格是什么原因 木炭機如何生
- 行業知識
- 機制木炭機木炭發熱量受什么影響 木炭機生產的
- 如何控制好木炭機設備生產原料 怎么維護木炭機
- 木炭機超負荷生產有哪些危害 木炭機生產有哪些
- 木炭機原料對木炭有什么影響 如何判斷木炭機原
- 新型木炭機投資優勢在哪 木炭機生產要注意什么
- 投資新型木炭機要準備哪些條件 投資木炭機發展
- 機制木炭機生產好木炭體現在哪 炭化溫度對木炭
- 木炭機設備生產原料有哪些 如何合適的采集木炭
- 如何避免木炭機操作帶來的危害 木炭機怎樣安全
- 木炭機如何 哪家木炭機廠家值得投資

關注凱邦機械微信 獲取更多資訊

手機站
銷售熱線:15638129993
什么要素影響機制木炭機生產質量 如何檢查木炭機原料的干濕度
日期:2019-03-11 瀏覽次數: 作者: 木炭機
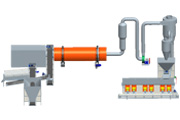
機制木炭機是專業生產機制木炭的設備,很多用戶也都在投資機制木炭機來生產機制木炭,為的就是使設備更好的生產,為自己帶來更好的經濟效益,那么什么要素影響機制木炭機生產質量?如何檢查木炭機原料的干濕度?

什么要素影響機制木炭機生產質量?
機制木炭機出產的機制炭的質量,我們必需做出高質量的薪棒(未炭化的棒)。理論及理論證明:單調的材料,及格的推進器,恰當的制棒溫度是出產好棒的三概略素。
機制木炭機的制棒進程對材料的水分需要較高,材料的含水分通常在5%-12%之間。若含水分小于5%,材料轉化及度都較差,則成棒不健旺;若含水分>12%,則棒發軟易彎,密度小。
人間鮮料(如鮮竹、生樹枝等)含水為50%左右,需用機制木炭機中的烘干機烘干1-2遍。若材料經露天晾干或在太陽底下曬1-2天,則烘干次數可削減1遍,無論若何,我們都得將材料烘干一遍以上,以抵達制棒的需要。
如何檢查木炭機原料的干濕度?
通常說來,我們經過眼看,手感來進行大約差異。只需我們堆集履歷,這個辦法照樣可行的。我們用手摸正在任務的別離器外殼,其溫度讓手有燙的覺得;其次看剛出來的料顏色,需要發黃;更好用手抓一把剛下來的料,用手掌用勁搓成團,再猛一攤開,需要材料悉數散開。若供秸稈柴炭機加工的材料還抵達上述需要,則可以為材料抵達需要,當然結束照樣以制棒機查驗為準。若推進器正常,出產出的薪棒抵達產品質量需要,則水分含量恰在正常的約束。
機制木炭機系列中的制棒機成型筒的溫度通常控制在260oC-300oC比擬合適。溫度凹凸主要選擇于材料。我們大約曉得,對材料加溫的政策是使木質素軟化添加粘度,以便高壓成型。若溫渡過高,則材料軟化過度,出棒速度雖快,但棒不健旺,發軟。若過低,則材料粘度差,棒也不健旺,易構成斷層裂縫。故運用機制木炭機時我們要重復探求制棒的溫度在啥約束內合適。通常說來,竹木材料的制棒溫度較低,把握在260oC-300oC為宜,秸桿、稻殼可選擇300oC-320oC。當然其溫度的選擇也得思索材料的實習含水量,用共同種材料制棒,其溫度也有差異。
用戶在操作機制木炭機生產機制木炭的時候要合理的操作機制木炭機生產機制木炭,控制好各個環節的生產條件和溫度,這樣就能使機制木炭機生產出高質量的機制木炭,保證其為自己帶來更好的經濟效益。


-
-