




- 企業新聞
- 機制木炭機生產木炭的哪個環節重要 如何對木炭
- 機制木炭機能為人們帶來什么好處 木炭機生產的
- 木炭機設備為何發展速度快?木炭機操作要注意
- 木炭機是環保設備嗎 木炭機未來發展上怎么開拓
- 木炭機配置有哪些 木炭機估算成本是多少
- 新型木炭機的原料來源有哪些 木炭機原料有無好
- 影響機制木炭機質量的原因是什么 怎么保證木炭
- 投資機制木炭機要考慮哪些 木炭機投資生產的問
- 機制木炭機的主要特點是什么 木炭機生產的木炭
- 木炭機生產木炭不合格是什么原因 木炭機如何生
- 行業知識
- 機制木炭機木炭發熱量受什么影響 木炭機生產的
- 如何控制好木炭機設備生產原料 怎么維護木炭機
- 木炭機超負荷生產有哪些危害 木炭機生產有哪些
- 木炭機原料對木炭有什么影響 如何判斷木炭機原
- 新型木炭機投資優勢在哪 木炭機生產要注意什么
- 投資新型木炭機要準備哪些條件 投資木炭機發展
- 機制木炭機生產好木炭體現在哪 炭化溫度對木炭
- 木炭機設備生產原料有哪些 如何合適的采集木炭
- 如何避免木炭機操作帶來的危害 木炭機怎樣安全
- 木炭機如何 哪家木炭機廠家值得投資

關注凱邦機械微信 獲取更多資訊

手機站
銷售熱線:15638129993
機制木炭機生產木炭和溫度有什么關系 木炭機制炭溫度該如何控制
日期:2018-11-21 瀏覽次數: 作者: 木炭機
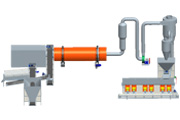
機制木炭機是生產機制木炭的主要設備,其生產使用的原料非常廣泛,并且有些原料直接炭化就可以制成炭,機制木炭機在燒制木炭的過程中一直都是和熱打交道,那么就需要用溫度來衡量生產,那么機制木炭機生產木炭和溫度有什么關系?木炭機制炭溫度該如何控制?

機制木炭機生產木炭和溫度有什么關系?
一、原料干燥:
要保證炭的質量,則必須要做好炭棒。棒的優劣好壞除取決于設備工藝之外,還取決于原料中所含水分的大小。一般要求原料的含水率小于12%,但也要大于6%。因此,我們一步工作是干燥原料。
干燥原料時我們可先將含水分較大的原料放在露天的曬場里晾或曬1-2天,讓其表層水分蒸發,以減少熱烘的時間和燃料的消耗。然后,我們將粒度合格的原料放進熱風烘干機里烘干至含水量小于12%的干原料,烘干的溫度一般為1600C-2500C左右。
二、制棒:
機制木炭技術原料制棒是在成型機(或稱制棒機)里完成。成型機的成型筒外面有三個加熱圈,它可使成型筒的溫度上升到3500C左右。
為了保證炭薪棒的密度大、表面光滑、無明顯裂紋,可根據原材料種類和含水率來選擇合適的成型溫度,其高低要經過現場試驗才能確定。一般說來,若我們假定螺旋推進器是合格的,且原料含水量在6-12%之間,則我們可將木屑、木鋸末、木刨花及竹質原料的成型溫度控制在260-3200C之間。
三、炭化:
木炭技術中的原料成型產品是炭,應將薪棒通過炭化爐或土窯燒制(或煅燒)成合格的炭。
木炭機制炭溫度該如何控制?
一、機制木炭機設備中的烘干機在烘干原料時,需把原料水分烘干保持在6%-12%之間,溫度調節一般在80-300度左右。
二、制棒機的成型筒外面有3個加熱圈,它可使成型筒的溫度上升到350左右。為了保證炭薪棒的密度大、表面光滑、無明顯裂紋。我們可根據原材料種類和含水率來選擇合適的成型溫度。其高低要經過現場試驗才能確定。一般說來,若我們假定螺旋推進器是合格的,且原料含水量在6-12%之間,則我們可將木屑、木鋸末、木刨花及竹質原料的成型溫度控制在260-320之間。
溫度的控制對于木炭機生產線中起到很大的作用
三、在炭化過程,也對溫度有個控制。
干燥階段。這個階段的溫度在120-150攝氏度,熱解速度非常緩慢,主要是木材中所含水分依靠外部供給的熱量時行蒸發,木質材料的化學組成幾乎沒有變化。

預炭化階段。這個階段的溫度為150-275攝氏度,木質材料熱解反應比較明顯,木質材料化學組成開始發生變化,其中不穩定的組合成分,如半纖維分解生成二氧化碳,一氧化碳和少量醋酸等物質。
炭化階段。這個溫度階段的為275-400攝氏度,在這個階段中,木質材料急劇地進行熱分解,生成大量分解產物,生產的液體產物中含有大量醋酸,醇和木隹油,生成的氣體中二氧化碳含水量漸漸減少,而甲烷,已稀等可然性氣體漸漸境多,這一階段放出大量反應熱,所以又稱為放熱反應階段。
鍛燒階段。溫度上升到450-500攝氏度,這個階段依靠外部供給熱量進行木炭的鍛燒,排出殘留在木炭中的揮發性物質,提高木炭的固定碳含量,這時生成液體產物已經很少。
煉炭階段。這個階段的溫度為500-1200攝氏度,關鍵也就是這個階段了。
從以上能夠看出機制木炭機生產機制木炭的過程中,每個階段都和溫度有著很大的關系,所以用戶在操作的過程中要控制好溫度調節,這樣才能保證機制木炭機更好的生產,并且保證機制木炭的質量。
溫馨提示:本文為本站原創(翻譯),轉載分享請注明:本文轉自:凱邦機械小編。
本文鏈接:http://aderwan.com/qyxw/307.html


-
-